山東東晟泰機(jī)械工具有限公司|陶瓷刀片|氧化鋁陶瓷刀片|氮化硅陶瓷刀片|CBN刀片|整體CBN刀片|焊接CBN刀片
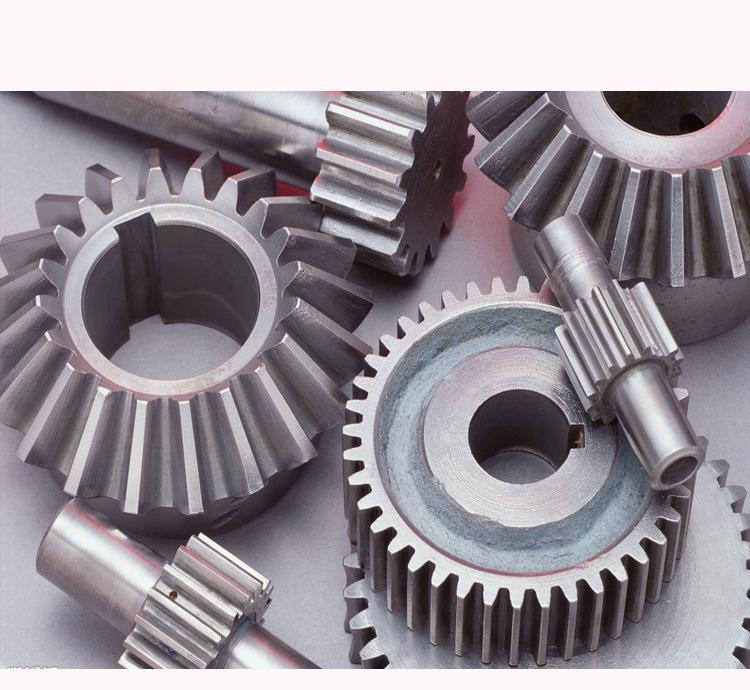
加工部位:端面和內(nèi)孔
工件材質(zhì):20CrMnTi
硬度:HRC58-62
加工工序:精車
刀片:立方氮化硼整體刀片
在控制齒輪加工成本的同時印叁,如何實(shí)現(xiàn)高效被冒、高精度及高穩(wěn)定性加工,我國汽車制造廠家競相競爭的動力及目標(biāo).汽車變速箱齒輪的加工工藝主要分軟齒面加工和硬齒面加工轮蜕。軟齒面加工一般采用滾齒→剃齒→熱處理工藝昨悼,硬齒面加工采用滾齒→熱處理(滲碳)→磨齒工藝。目前跃洛,針對汽車變速箱齒輪高效率触、高精度及高穩(wěn)定性加工要求,CBN刀片成功運(yùn)用于大齒輪硬齒面(HRC62)的斷續(xù)加工上汇竭,實(shí)現(xiàn)了以車削代替磨削工藝葱蝗,大大提高了加工效率,另外细燎,東泰刀具在汽車齒輪滲碳淬火后端面两曼、內(nèi)孔、同步嚙合齒輪的錐面精加工玻驻、齒輪軸硬車切槽方面有新的突破悼凑,研發(fā)的CBN整體刀片在該領(lǐng)域成功運(yùn)用,是目前技術(shù)水平較高的齒輪加工刀具。
立方氮化硼刀片廣泛應(yīng)用于HRC50-HRC79之間齒輪滲碳淬火户辫、鑄鐵制動盤渐夸、空調(diào)制冷預(yù)縮機(jī)等工業(yè),解決了陶瓷刀片精車齒輪滲碳淬火件效率低渔欢,成本高的問題墓塌,片精車精度差形位公差難以保證問題,而且CBN刀片耐用度高膘茎,使用過程中大多屬于正常磨損桃纯,出現(xiàn)崩刃酷誓、崩塊的現(xiàn)象較少披坏,并在車削,銑削盐数,鏜削棒拂,切槽精車HRC45-HRC68之間高硬度淬火件大有所為。
東泰刀具提供齒輪內(nèi)孔和端面玫氢,齒輪軸帚屉、同軸器撥叉槽等部位的切削CBN刀具,也在不斷創(chuàng)新漾峡,改善CBN刀片的性能攻旦,使能滿足更多用戶的加工需求,向更大加工范圍發(fā)展生逸。
山東東晟泰機(jī)械工具有限公司|陶瓷刀片|氧化鋁陶瓷刀片|氮化硅陶瓷刀片|CBN刀片|整體CBN刀片|焊接CBN刀片
——山東東晟泰機(jī)械工具有限公司|陶瓷刀片|氧化鋁陶瓷刀片|氮化硅陶瓷刀片|CBN刀片|整體CBN刀片|焊接CBN刀片